| 最小起订 | 10米 |
|---|---|
| 质量等级 | 优 |
| 是否厂家 | 是 |
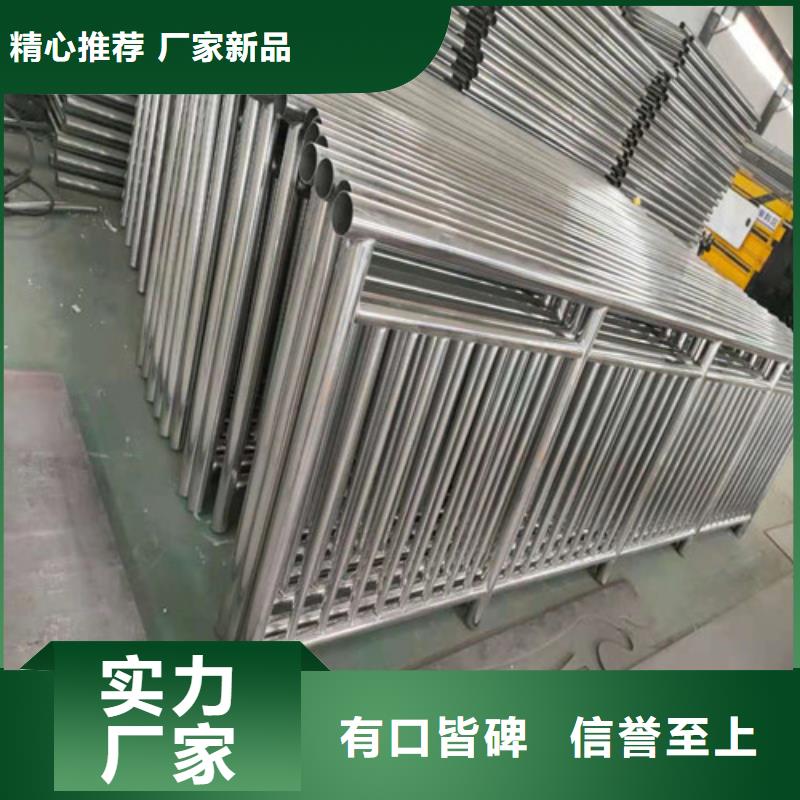
| 产品材质 | 不锈钢,碳钢 |
| 产品品牌 | 众英 |
| 产品规格 | 米 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 图纸 |
| 产品颜色 | 定制 |
| 适用领域 | 桥梁,道路 |
| 产地 | 山东 |
| 品牌 | 众英 |
| 材质 | 不锈钢和Q235 Q345B |
| 是否全新 | 是 |



常见桥梁防撞不锈钢复合管栏杆的维护和颐养桥梁防撞不锈钢复合管栏杆是装置在桥梁上的一种重要的不锈钢产品,它是一种重要的护栏板类型,桥梁防撞不锈钢复合管栏杆运用的性能是比拟好的,各种的用处和各种的运用也是不时地停止发挥出来宏大的功用和效率的。常见的桥梁防撞不锈钢复合管栏杆在运用的时分应该要增强维护和颐养,使得它的功用正常地停止发挥出来。为了保证它的质量,关于桥梁防撞不锈钢复合管栏杆平常要增强维护和颐养,常见的维护和颐养的时分应该要留意以下的几个方面。
桥梁防撞不锈钢复合管栏杆自身的材质是不锈钢,固然耐脏,但是关于一些物质的防污才能还是比拟弱的,比方油垢或者油性的东西。冬季不锈钢桥梁护栏材质比拟脆,所以在冬季避免碰撞挤压,以免脆裂。
立柱帽是活动的,很容易被一些没有公德心的人或者小孩子拔掉,这个也要防止。立杆帽头也是活动的,这个也要防止被一些人拔掉。假如发现有损坏特别漏出钢管的中央要及时对暴露钢管刷漆,然后对暴露的部位停止粘合、封锁,防止水分进入腐蚀。
桥梁护栏高程丈量,以护栏顶面高程控制,诱导缝(假缝)拆模后弹线切割,深度5mm.护栏的变形缝与诱导缝应充沛思索与模板接缝统一,护栏顶面必需停止压光处置4、混凝土必需分层浇筑,曲面处应增强振捣,减少气泡发作。
选用专用的脱模剂,保证混凝土颜色平均、外表润滑,装置模板时留意预埋件及伸缩缝装置槽口的预留;装置外侧模板运用轮式悬臂小门架,并做好暂时固定。混凝土养生采用一布一塑不连续滴灌养生。不锈钢护栏不锈钢碳素复合管不锈钢桥梁护栏河道护栏城市防撞护栏机动车隔离护栏桥梁防撞护栏桥梁护栏立柱城市灯光护栏

不锈钢复合管:材质为铁管,外层包裹不锈钢层,较坚固,管口密封较好,其防锈期限与纯不锈钢并无不同。
不锈钢复合管是用不锈钢和碳结构钢两种金属资料同时复合无损压力制成的一种新资料,它耐磨,耐磨和杰出的外表以及它杰出的满腔强度和抗冲击性。这符合 节能推广的原则。不锈钢complex是2002年 标准GB/t18704~2002年正式公布的。资料在质量挑选,查验等方面都进行了严厉规范的管理。现在,该车广泛用于桥梁栏杆、装修、室内装修、汽车零部件、碾盘、纺织零部件等范畴。 两者在资料的区别。一些工厂在生产过程中运用不锈钢复合管,而一些工厂则运用不
不锈钢复合管护栏在日子中的应用十分广泛,咱们日常日子中的许多地方都离不开不锈钢复合管护栏。咱们都知道不锈钢复合管护栏的运用效果许多,可是却不知道不锈钢复合管护栏的制造工序,现在咱们大家就一起来简略的了解一下。
一,概述
不锈钢复合管护栏是由较厚的珠光体钢(基体)与较薄的不锈钢(复层)复合轧制而成的双金属板。基体主要是碳钢和低合金钢,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、15CrMoRH等,复层多为耐蚀性好的不锈钢,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
不锈钢复合管护栏的底层与复层交界处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学性能、接头方式及填充金属种类,常发作高温结晶裂纹、推迟裂纹和脆化问题。焊接的办法有:焊条电弧焊、埋弧焊、CO2气体维护焊等,现在常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能,底层与复层有必要别离进行焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢相似,而底层与复层交界处的异种金属焊接是关键。
不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
不锈钢复合管复层的焊接
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。

![[宁德]众英金属科技有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[宁德]众英金属科技有限公司名片")